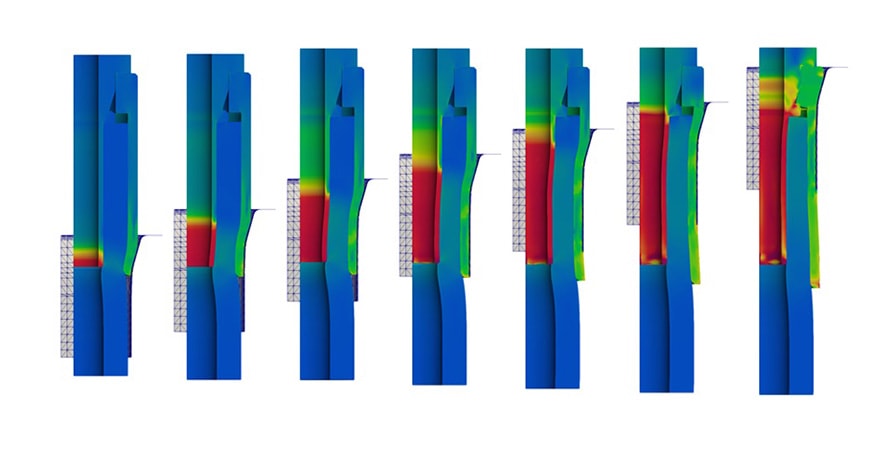
カシメが進展する様子の分解図となります(実際の製造では三要素が下に下がっていきますが、グレーの
絞り型がせり上がった図の方が各部に発生する応力が観測しやすいので、解析モデルはそのように運動させています)。
左から右にカシメが進展しますが、まず最初に先端から絞られていき、最後に根元が絞られて工程が完了となります。
先端側では金具・ホース・ソケットのサンドイッチ構造で挟み込まれ、金具の凸部がホースに食い込んで耐圧性能を実現します。最も根元の部分は金具・ソケットのメタルタッチにより、抜け防止や回転防止の機能をもたせていますが、ソケットの変形によりそれらに足る応力が発生出来ていることが分かります。また、カシメ過程でホースが絞られることにより長さ変化する様子も見る事が出来ます。
ホース配管システム
02 カシメ
カシメ技術
ホース性能を左右する重要な要素がカシメ性能です。
金属製の口金金具とテフロン樹脂製のホースを安定して接続するためには、金具形状の工夫やカシメ圧力の選定など、地味ではありますが高度な技術が必要です。
JHI製のホースには独自の技術が盛り込まれており、高耐圧の気密性を確保しつつ、コンパクトなカシメ部形状による、軽量で小型のホースの提供を可能にしています。

スウェージングカシメの技術
スウェージングカシメした金具
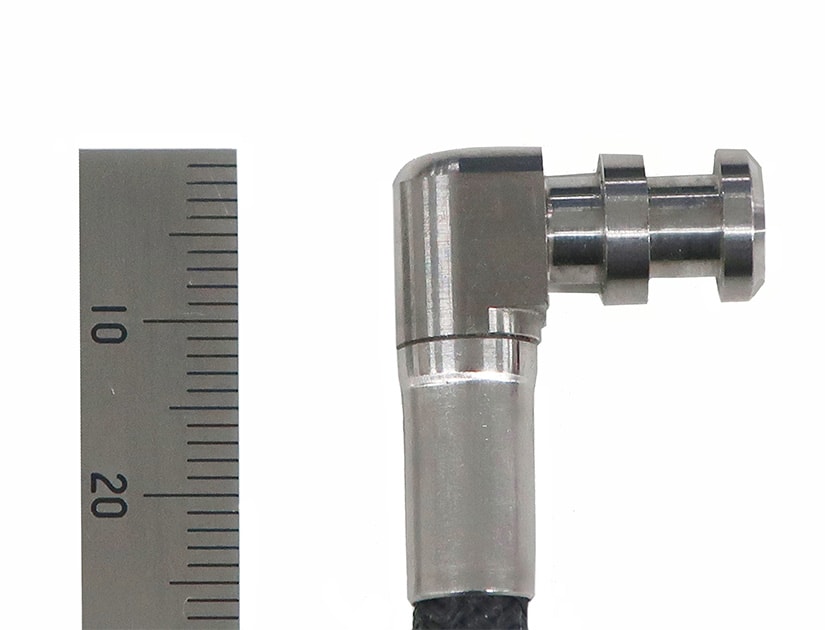
写真のようにコンパクトなカシメ部で所定の耐圧性能を実現しています。
小径ホースで圧力を保持する機構を構成させるためには、ラジアルカシメよりもスウェージングカシメの方が
コンパクトにまとめられるため、一回り小さなホースASSY.形状にまとめる事が来ます。
欠点は金具専用のカシメ治具を準備する必要があることですが、汎用形状であれば既に型を持っているものも
ございますので、お問合せお待ちしております。
カシメ解析の実施
JHIのキーテクノロジーであるスウェージングカシメは試行錯誤の末、実現した技術です。
技術の検証と理解のために、株式会社先端力学研究所様の協力の元、カシメ解析を実施しました。これにより、実物の製造や実験では抽出できない、挙動や数値を得る事が可能となりました。
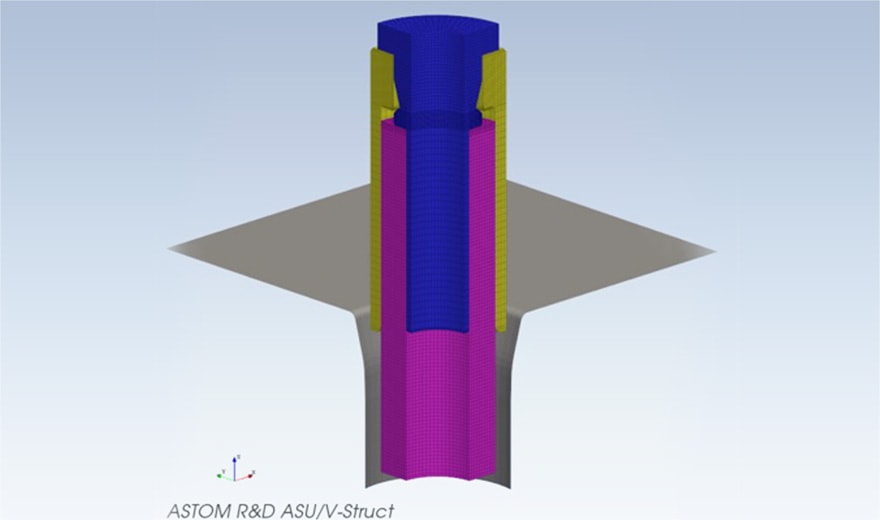
解析モデル
ホースの構造は青い部分が(口金)金具で金属、ピンクの部分がホース、黄色が外筒(ソケット、カラーとも呼ぶ)の3要素からなります。グレーが絞る(スウェージングする)ための金型の表面です。
ホースをカシメるという事は、青い部分を上から押し込んで、
ホース3要素がグレーの絞り型で絞られて機械的に一体化される工程の事を示します。
解析結果
解析結果 01
解析結果 02
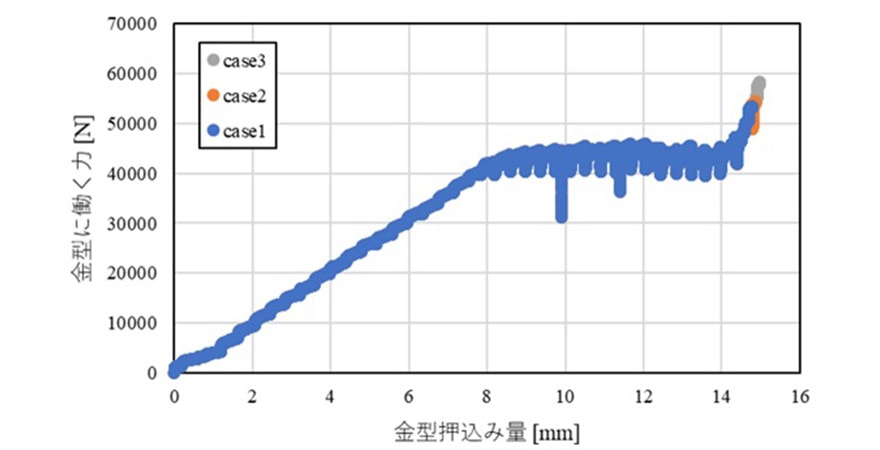
型への押し込量(mm)と押し込み力関係のグラフです。先端から押込みが進むにしたがって線形的に力が増加しますが、メタルタッチの工程に入ると力は一定となり、ストッパに当たった際に急激に力が上昇して、カシメ工程は完了となります。
精密には絞り型の形状の寄与も見る事ができるので、ここで得られた押し込み力の挙動が絞り型設計へのフィードバックとなります。
保有装置
保有装置 01

外筒を絞ってカシメるスウェージング型のカシメ機です。金具とホースだけでなく、パイプとホースの接続が可能となるよう、カシメ部の周りに空間が取れるような形状に社内で設計、製作をしたものです。特に#3や#4のような細いホースにしています。金具専用のカシメ治具との組み合わせにより、非常にコンパクトで自由な形状のホースASSY.の製造を可能にしています。
保有装置 02

外筒を半径方向(ラジアル方向)に押し込むオーソドックスな形式のカシメ機です。比較的中径から大径のホースのカシメに使用しています。汎用のカシメ型を使用するので、製造の初期コストを抑える事が出来ます。カシメ径を10μm単位で制御する事で、金具やホースの種類に合わせた最適なカシメ条件を実現できるので、安定してホースASSY.製造する事が出来ます。
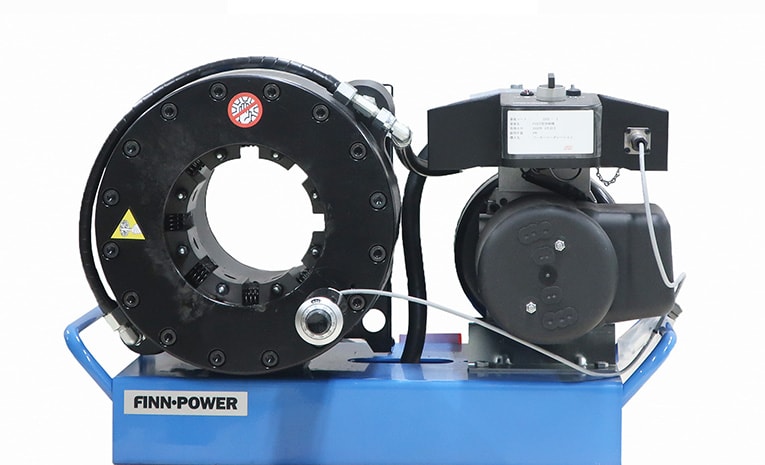
保有装置 03

比較的中径のホースのカシメに使用しているラジアルカシメ機です。片持ち構造のため、下側にフリーの空間があり、パイプとのホースを接続するような複雑な形状のホースASSY.が製作可能です。
保有装置 04
可搬型ラジアルカシメ機です。DC12Vで駆動可能なため、
サーキットやお客様のガレージなど、現場でのホースカシメが可能です。